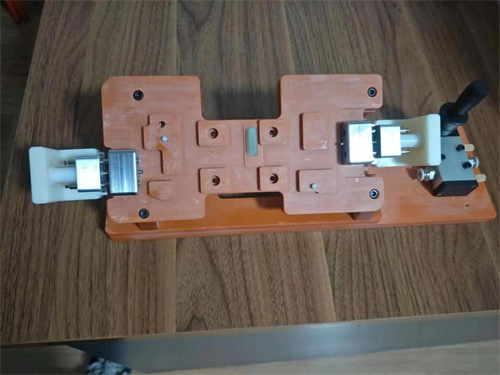
8cj00l夹具的结构:
定位装置:在设计定位装置时,优先采用轴定位和平面定位两种方式。一根轴可以约束四个自由度,大大提高了设计效率;平面接触面积大,不易振动或移位,制造工艺稳定,降低不良率。
夹持装置:在设计夹持装置时,夹持范围与支撑范围应对应,夹持位置不得悬空,夹持力应尽可能覆盖整个产品接触面,避免产品挂在空气。定位后的产品不能移位,合模力适当,即保证产品在制造过程中不移位、不振动,保证合模后不变形、压坏。

工装夹具的生产
工装夹具一般是指工艺设备,是零件加工制造过程中使用的各种工具的总称,统称为工装,工装包括工具、夹具、模具、检具、钳工工具等,其中有专用夹具和通用夹具。专用夹具只能用于特定零件的小批量加工。所有符合要求的零件均可生产通用夹具。 .
顾名思义,夹具是在零件生产过程中用来固定工件的装置,具有固定作用。
工装夹具一般用于电子厂的流水线作业。通过夹具的辅助功能,可以大大提高生产效率。同时,机械加工行业,特别是多品种小批量零件,广泛使用工装夹具来完成加工生产。
从理论上讲,机床夹具的理论主要是:
1、基准问题。即设计基准、定位基准、工艺基准、测量基准、合模力的选择。
2、六点定位原理。关于限制工件在X、Y、Z三个方向的移动和旋转。
其余为典型零件的典型结构。在设计理论方面,机床夹具没有太多深奥的理论,但在实际的设计工作中,它的设计非常灵活。失去其中一项夹具设计原则会给生产带来不便。原因是夹具设计人员的实用知识太少。