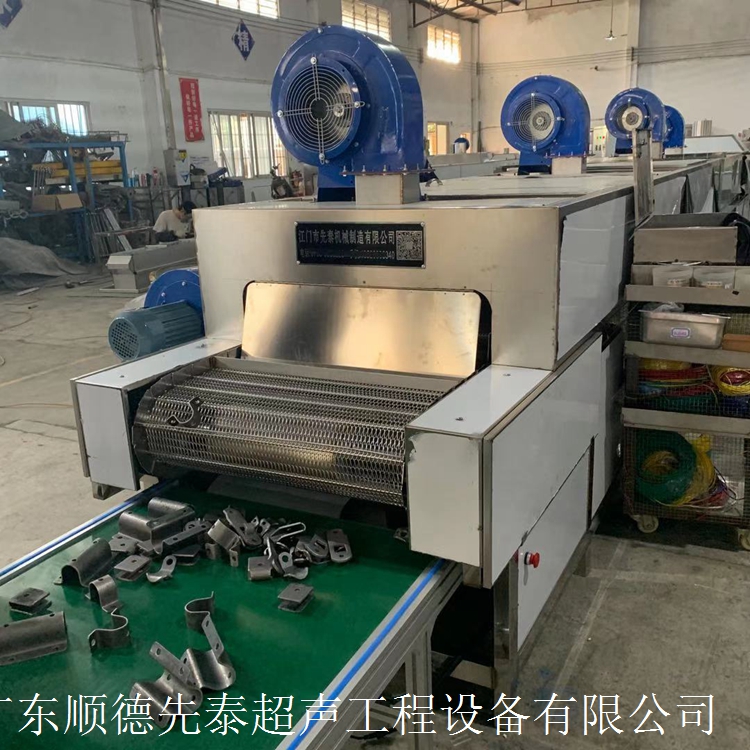
铝件铁件喷漆前处理清洗线
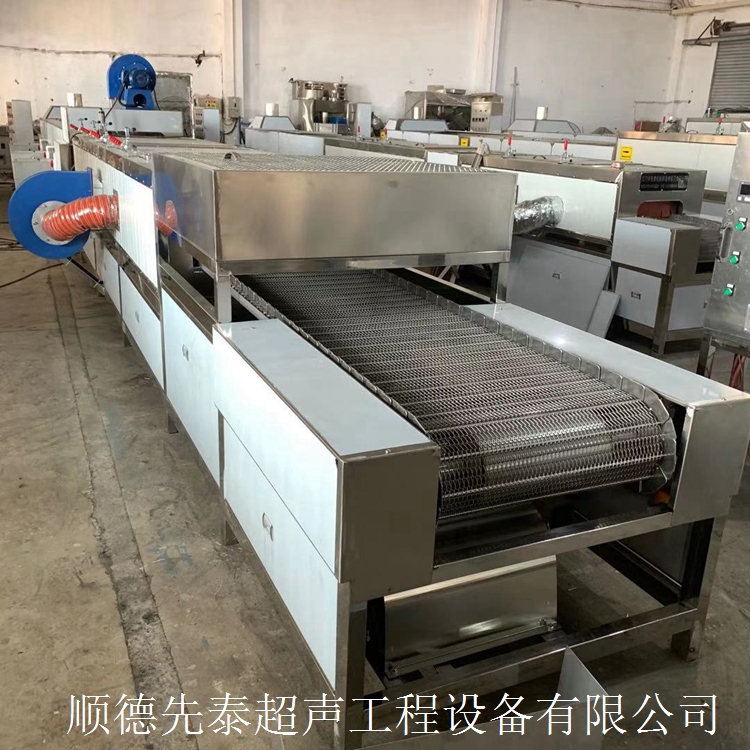
铝件铁件喷漆前处理清洗线采用网带连续输送形式,输送量大,结构简单 ,适合于需要大量清洗产品, 分别布置超声波清洗,喷淋漂洗、压缩空气吹干,热风烘干,上防锈油等工序。设备主要采用国内优质器件、原材料生产,具有设计合理、性能稳定、使用寿命较长、喷洗效果好、生产效率高。
铝件铁件喷漆前处理清洗线的主要参数:
1、整机外形尺寸:根据客户实际情况定做。
2、清洗液箱温度:常温≤100°范围可调,并自动恒温。
3、烘箱温度:常温≤300℃ 范围可调,并自动恒温。
4、耗水量:0.5~2.5t/h。(水可循环使用,实际水耗不高)。
5、使用的洗涤剂:金属洗涤剂或除油剂(一定量配比)
6、使用水质要求:自来水(软水),特殊情况使用纯水。
7、加热方式:电、煤气、蒸气、燃油其中一种,由用户选择。
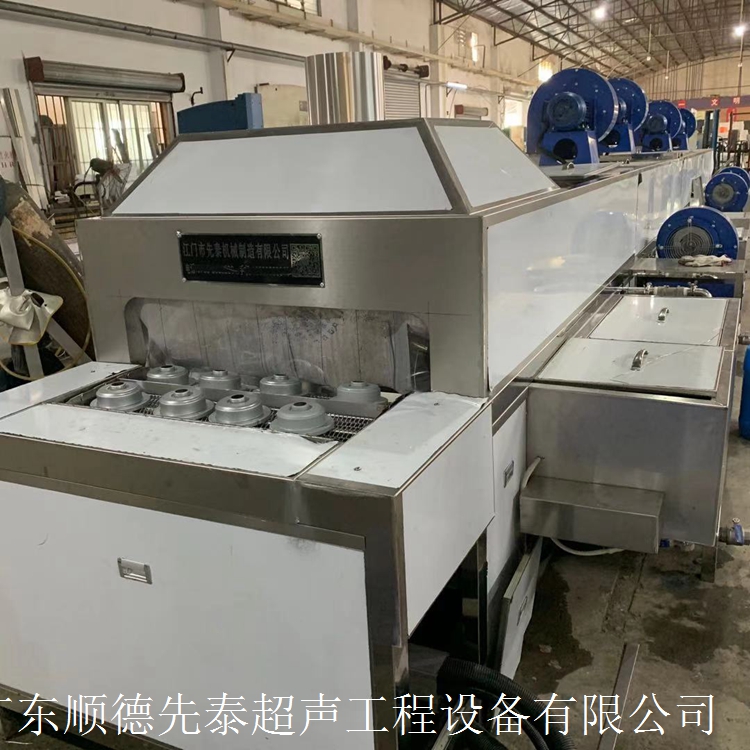
铝件铁件前处理清洗线的特点:
1.整机为封闭结构,采用A3骨架结构焊接,骨架对接焊缝焊后打磨平整,接口整齐,制作美观。
2.清洗机腔体及储液箱所有与水接触的箱体、管道, 过滤器外壳、泵体及必要的装备均采用厚壁不锈钢材料制作。
3.腔体用不锈钢板制作,厚度采用不小于2mm的SUS304不锈钢板。
4.机体顶部开检修窗,采用钢化玻璃检修窗,开闭灵活,密封可靠。
5.喷洗腔体内装有喷淋管,喷淋管上装不锈钢喷嘴,喷管及喷嘴能快速更换、拆卸,液流覆盖齐全,清洗压力合理并可调,保证清洗质量。
6.配有喷淋储液槽,用不锈钢型材和板材制作,用隔板分成几个区域,分别实现对清洗液的过滤、加热、隔板分油。采用电加热方式,储液槽外裹保温棉,储液箱设有进水口、排液口。
7.清洗液工作温度为:60-65℃。加热方式采用电加热,储液箱内装不锈钢加热管,相应箱体、管道设保温措施。
8.清洗液从清洗段底部的排液口集中排出,排液结构合理,清洗段底部不可淤积沉渣。