我们将会根据客户的需求,免费定制出相对应的方案!
开拓者环境欢迎您的来电咨询!

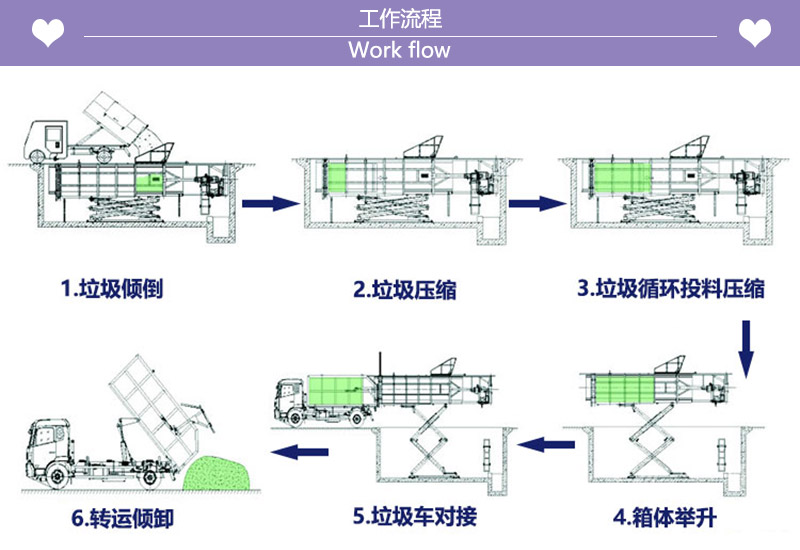
地坑式垃圾压缩机结构组成
地坑式垃圾压缩机由控制系统、设备压缩箱、基坑、液压泵站、排污系统等组成。
1、控制系统:用于控制整个垃圾站的所有动作。
2、设备压缩箱:主要用于收集垃圾、对垃圾进行压缩,再将垃圾装上运输车辆;由压缩箱体、压缩推铲、压缩油缸、箱体前门、前门锁紧装置、前门锁紧油缸、活动上盖以及检修孔组成;设备是整个设备的主要受力部件,其上下底板和侧板全部用加厚钢板焊接而成,并且有加强槽钢加固;箱体两侧各有两个铰耳座与举升架连接,完成压缩箱的升降。
3、基坑:是用来放置垃圾站设备的,与设备的主要链接方式为箱体的法兰与基坑的预埋件焊接。
4、液压泵站:采用单电机带双联泵工作,零压启动;低压时双泵供油可快速运行,高压时低压泵卸荷,高压泵单独工作高压慢行;工作程序由控制器控制,压缩时控制压力继电器,压力达到18-20兆帕时延时10秒,推铲可自动退回;举升油缸由行程开关控制,只有压缩箱体举升出地面以后前门油缸才能动作,这样可防止压缩箱在地坑内由于误操作将前门打开,损坏前门;主要配件采用正规厂家,质量可靠。
5、排污系统:主要是处理垃圾压缩后的垃圾渗滤液,设有污水井,垃圾压缩出的污水可沿地坑流水槽流到污水井,污水井内安装污水泵可及时将污水排到市政污水管网内进行处理(无污水管网的地区还设有污水储存池,污水可暂时在里面储存,等满后可用吸污车运到污水处理厂进行处理)。
地坑式垃圾压缩机 地埋式垃圾压缩中转站图片

地坑式垃圾压缩机产品工艺
整机钢板下料采用数控等离子切割机进行下料,避免板材下料时产生变形,有效提高材料的使用性能;焊接采用对称焊接法,主要部件采用对接焊后打V型坡口,进行焊接,以降低焊接产生的变形。
涂装工艺流程:
1、零部件:喷砂(或抛丸)——喷底漆——喷中涂漆——干燥
(1)前处理:焊接后的零部件转入涂装半成品,喷砂(或抛丸)除锈除油,表面清理干净,前处理达到Sa2.5级,喷砂材料选择石英砂(或金刚砂),抛丸选择金属钢丸;
(2)喷底漆:经过前处理的零部件在4小时内喷涂一道底漆(雨天、大雾天湿度较大应立即喷底漆),底漆选择丙烯酸聚氨酯底漆;
(3)喷中涂漆:底漆喷涂结束后,间隔10min湿碰湿喷涂一道丙烯酸聚氨酯锌黄中涂漆,自然干燥或烘干。底漆中涂两道漆干膜厚度≥50μm。
2、整机(箱体、支架)部分:清油擦拭——刮灰——打磨——喷面漆——喷彩条——修补
(1)清油擦拭:使用棉布擦拭部件表面灰尘、水等杂物,油渍较重部位蘸汽油或稀释剂清洁表面污垢,部件表面洁净;
(2)刮灰:外露表面刮涂聚酯腻子,刮涂平整、光滑,没有气孔等缺陷;
(3)打磨:使用磨光机打磨腻子和油漆涂层表面,不易打磨部位使用120号砂布手工打磨,打磨后清理干净;
(4)喷面漆:喷面漆前使用粘尘布擦拭表面,外观应洁净、无灰尘,对不需要喷漆的管路等部分进行遮蔽,遮蔽准确,湿碰湿喷涂两道丙烯酸聚氨酯面漆,两道面漆之间间隔10min,面漆喷涂结束后自然干燥或烘干。底漆+中涂+面漆漆膜厚度≥80μm;
(5)彩条漆喷涂:不需要喷漆周围遮蔽,用180号纱布和菜瓜布打磨需喷涂彩条的地方,擦拭干净后喷丙烯酸聚氨酯彩条漆,自然干燥。漆雾擦拭干净,界线清晰,无锯齿;
(6)修补:对喷漆喷不到的部位或者小缺陷进行修补,确保漆雾、锯齿、漏喷等缺陷得到解决。
地坑式垃圾压缩机 地埋式垃圾压缩中转站图片